硬质阳极氧化 (III 型)
硬质阳极氧化(III 型)层可产生更厚的标准阳极氧化层,使其更耐用、更耐磨。 可用作油漆或其他饰面的打底。
注:
- 由于厚度原因,颜色会显得稍暗
- 可以请求定制颜色 (RAL)
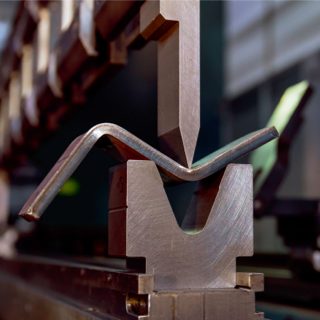
我们提供 CNC 等离子切割服务。我们有两种类型的等离子切割机:2 轴和 3 轴,能够生产适用于此加工方法的任何复杂度的部件。我们可应客户要求,对切割部件进行后期处理,包括喷涂、热处理等工艺。





Omake(开源工厂)使用新型等离子切割机器,可在 10 天时间内快速生产高精度部件。

Omake(开源工厂)提供符合 ISO 2768(标准级、精细级)和 ISO 286(等级 8、7、6)的多种公差选项。

可应客户要求,对等离子切割部件进行后期处理,包括喷涂、热处理等工艺。
可在多种不同的金属板中进行选择,强度、导电性、重量、耐腐蚀性各异。
我们的质量保证部门执行严格的质量保证流程。
EN AW-5083 / 3.3547 / AlMg4,5Mn
EN AW-6082 / 3.2315 / AlSi1Mg
也有定制的铝合金
1.0038 / St37-K / S235JR
1.0570 / St52 / S355
也有定制的铝合金
1.4301 / X5CrNi18.10 (V2A)
1.4404 / X2CrNiMo17-12-2 (V4A)
也有定制的铝合金






铝:0-40 毫米
钢:0-40 毫米
不锈钢:0-40 毫米
厚度不超过 4 毫米的薄板:1000×2000 毫米,1250×2500 毫米,1500×3000 mm
厚度超过 4 毫米的厚板:1500×3000 毫米,2000×3000 毫米,1500×6000 毫米